

- 地址:
- 贵州省贵阳市国家高新技术产业开发区长岭南路178号茅台国际商务中心一期第AB幢(B)1单元9层19号房
- 邮箱:
- yg8174@qq.com
- QQ:
- 259633603
- 传真:
- 0851-84851236
- 手机:
- 18606505966
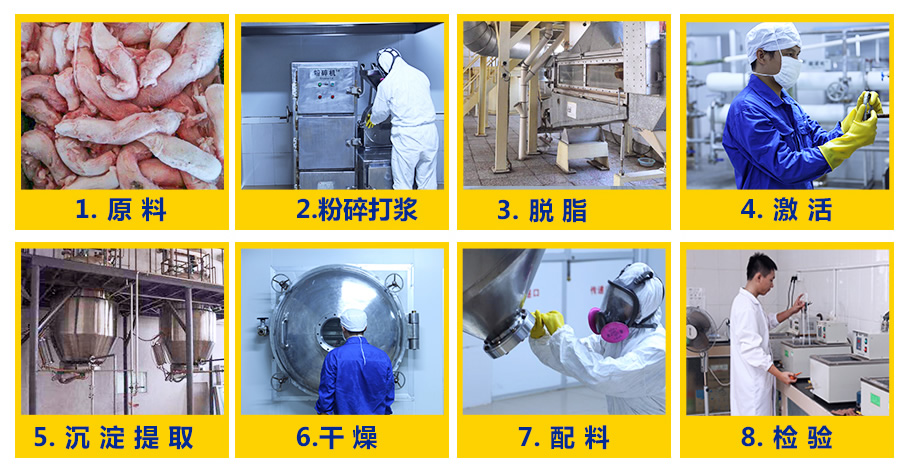
作为生物酶制剂领域的标杆企业,夏盛集团凭借二十余年的技术沉淀与市场布局,构建了覆盖研发、生产、销售的全产业链体系。集团下设九大事业部及四大技术中心(菌种研发、应用技术研发、技术服务、生产技术),形成以液体深层发酵技术为核心的生产平台,拥有两个现代化生产基地,年产能突破万吨级规模。其产品线覆盖食品、纺织、饲料、皮革等十余个行业,其中液体漆酶系列产品凭借高效催化性能与稳定性,在工业脱色、造纸制浆、生物燃料预处理等领域占据重要市场地位。
夏盛集团的液体漆酶产品以高酶活、强稳定性为特色,核心型号包括工业级LQ-3000与食品级FQ-1500。其中LQ-3000在造纸制浆工艺中表现突出:实验数据显示,该产品在50℃条件下持续催化72小时,木质素降解率达82%,较传统化学脱色工艺提升35%效率,同时减少废水排放量40%。食品级FQ-1500则通过优化蛋白结构,在果汁澄清工艺中实现95%以上的多酚物质去除率,显著提升产品透光率与保质期。
技术层面,集团率先突破液体深层发酵技术工业化应用瓶颈,通过引入超滤膜浓缩提取工艺,将酶制剂纯度提升至98%以上。以SDG-2442型号为例,其耐高温性能达行业**水平:在85℃制粒条件下,酶活保留率仍保持75%,较同类产品高出20个百分点。这一突破使得夏盛的液体漆酶在饲料添加剂领域快速渗透,目前畜禽养殖市场占有率已达28%。
集团研发投入占比持续保持在营收的8%以上,构建了“基础研究-应用开发-产业化”三级研发体系。2017年全面升级的研发中心配备价值超2亿元的精密仪器,包括高通量筛选系统、冷冻电镜等设备,支持从菌种筛选到工艺优化的全流程创新。截至目前,集团已累计获得发明专利127项,其中关于液体漆酶耐温性改良的技术专利(ZL4.X)被纳入**重点推广项目。
产能方面,沧州生产基地与银川生产基地形成双核驱动:沧州基地专注工业级酶制剂生产,年产能达6000吨;银川基地则聚焦食品级与医药级产品,配备万级净化车间与全自动灌装线,确保产品符合国际标准。两大基地的协同运作使集团能够快速响应市场需求,订单交付周期缩短至7天内,较行业平均水平提升40%。
夏盛集团的产品已出口至全球40个**和地区,在东南亚、中东等新兴市场建立12个海外仓储中心,形成本地化服务网络。国内市场方面,其液体漆酶产品覆盖85%的造纸企业与60%的大型饲料集团,与多家****建立长期战略合作。典型案例显示,某造纸企业采用夏盛LQ-3000替代传统氯漂工艺后,单吨成本降低120元,年节约成本超千万元,同时废水COD值下降65%,通过环保验收效率提升3倍。
行业地位方面,集团担任中国发酵协会酶制剂分会常务理事单位,主导制定3项行业标准,其“高效液体漆酶制备关键技术”获省级科技进步一等奖。技术团队中,博士占比达15%,硕士占比42%,形成以行业专家领衔、中青年骨干为支撑的人才梯队。此外,集团与清华大学、中国农业大学等高校建立联合实验室,持续推动产学研深度融合。
面对“双碳”目标,夏盛集团将绿色制造纳入核心战略,通过工艺优化实现单位产品能耗下降18%,废水循环利用率提升至92%。其液体漆酶产品在生物质能源领域的应用取得突破:与某生物燃料企业合作开发的预处理工艺,使秸秆转化效率提升25%,每吨原料减少碳排放1.2吨。集团计划未来三年投入5亿元用于低碳技术研发,力争2030年前实现全产业链碳中和。
从技术突破到市场拓展,夏盛集团以数据驱动发展,用创新定义行业标准。其液体漆酶产品不仅在性能参数上**行业,更通过规模化应用推动传统产业绿色转型。随着“四新”战略(新酶种、新应用、新领域、新市场)的深入实施,集团正从酶制剂供应商向生物解决方案提供商升级,为全球可持续发展贡献中国智慧。返回搜狐,查看更多
